| 最小起订 | 1 |
|---|---|
| 质量等级 | 优 |
| 是否厂家 | 是 |
| 产品材质 | 20号、45号、16锰等 |
| 产品规格 | 齐全 |
| 发货城市 | 山东 |
| 加工定制 | 是 |
| 产品型号 | 齐全 |
| 可售卖地 | 全国 |
| 适用领域 | 各种结构件、工具和机械零部件 |

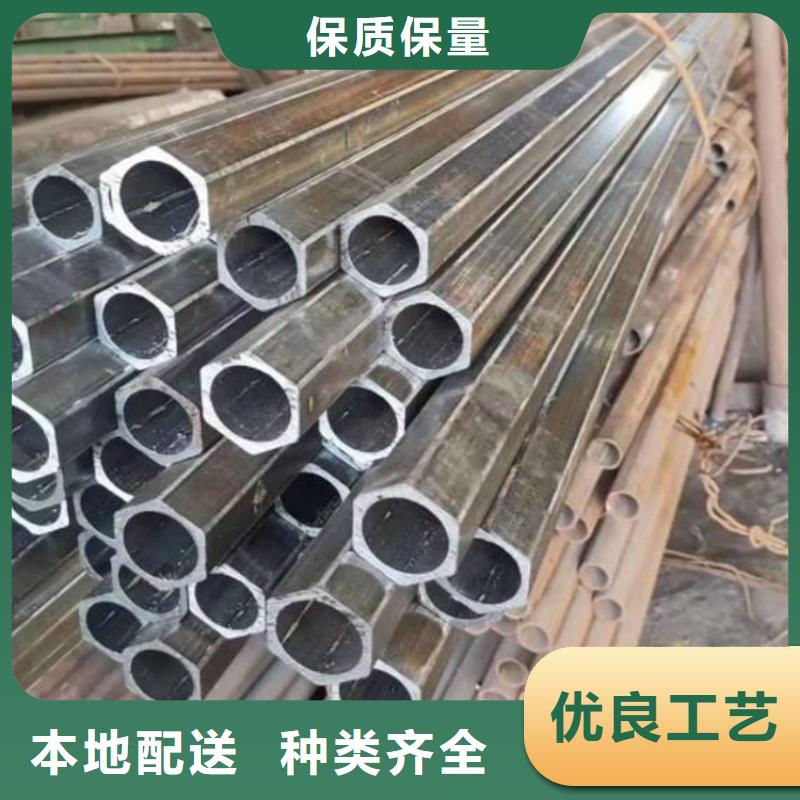
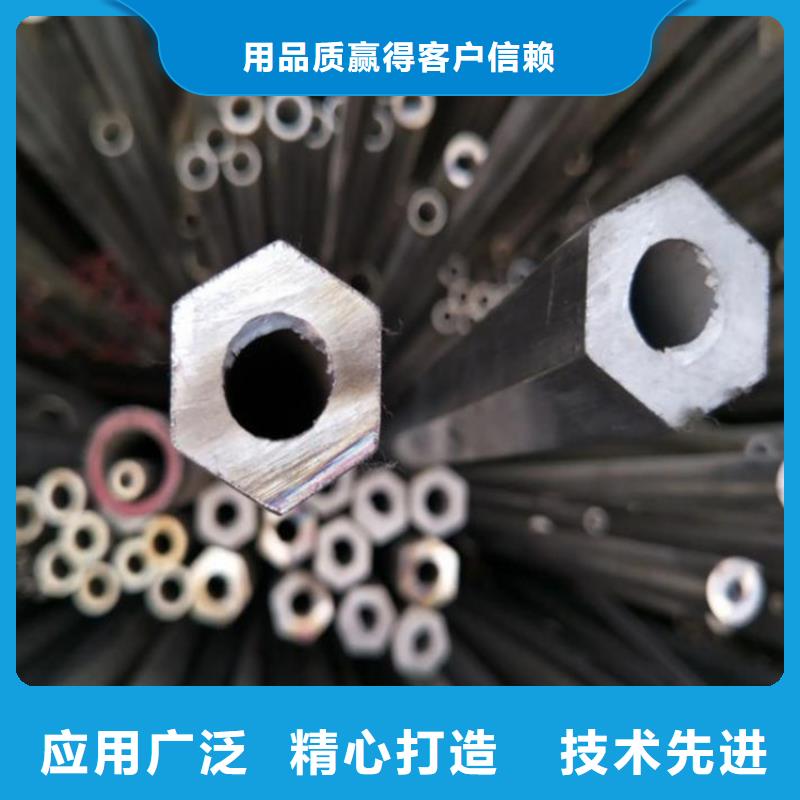
六角管的规格限度和外型颜色,规格齐整,限度规范的,依据六角钢管的特性看来,一般好的不锈钢板材,表面沒有残渣,颜色一致。不锈钢板材的强度不一样,依据不锈钢板材的强度特性,来辨别,是否自身要求的不锈钢板材,品质上有哪些进出。 六角钢管在生产制造工作完成以后,是要求对其开展上漆工作的,上漆的过程也是要遵照一定的全过程的,不然会产生不好看不整平的状况,下边就来介绍一下上漆都有哪些全过程。 1、上漆:便是用面漆蘸了桶里的漆料后,铺在被涂物六角钢管表面。 2、开油:便是把铺在六角钢管表面的漆料马上打开,促进漆层拓展匀称。 3、理漆:用面漆偷偷地把铺展匀称的漆料理清,以解决掉六角钢管漆表面的固颗粒物及剩下的漆。 以上便是六角钢管上漆的全过程,在上漆的过程中应确保漆层匀称,从上至下,依次刷油漆。在刷油漆过程时要采用专用型的漆料开展刷涂,保障六角钢管不容易掉漆。


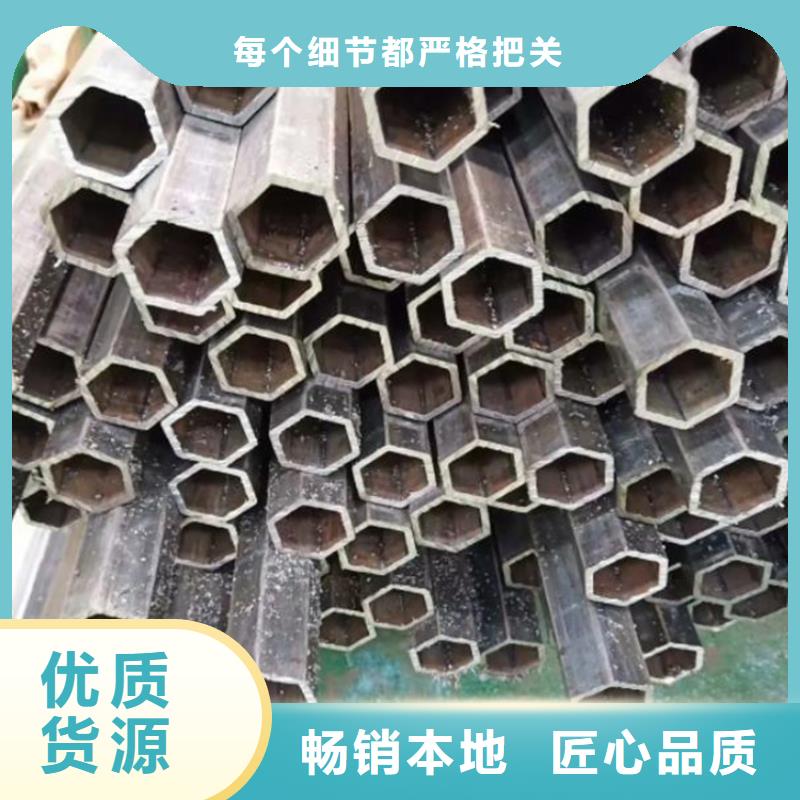
不锈钢六角管经水冷散热后退出应注意的事项,具体内容如下: 在加工过程中针对防锈涂料和胶黏剂要比平常使用量大1%,那样才可以 做到具体规定的薄厚。 第二就是退出后不必高溫曝晒,曝晒非常容易造成PE层澎涨进而摆脱无缝钢管 表面,达不上防腐蚀实际效果。 第三就是在退出后不必被淋雨,淋雨后非常容易造成管插口渗漏。 第四就是退出后应摆在整平的地区,平摆起,不必相互之间挤压成型式放置, 如需挤压成型式放置至少要间距24钟头,等PE层彻底粘附到无缝钢管表面才能 够 。
<台州>金帝钢管

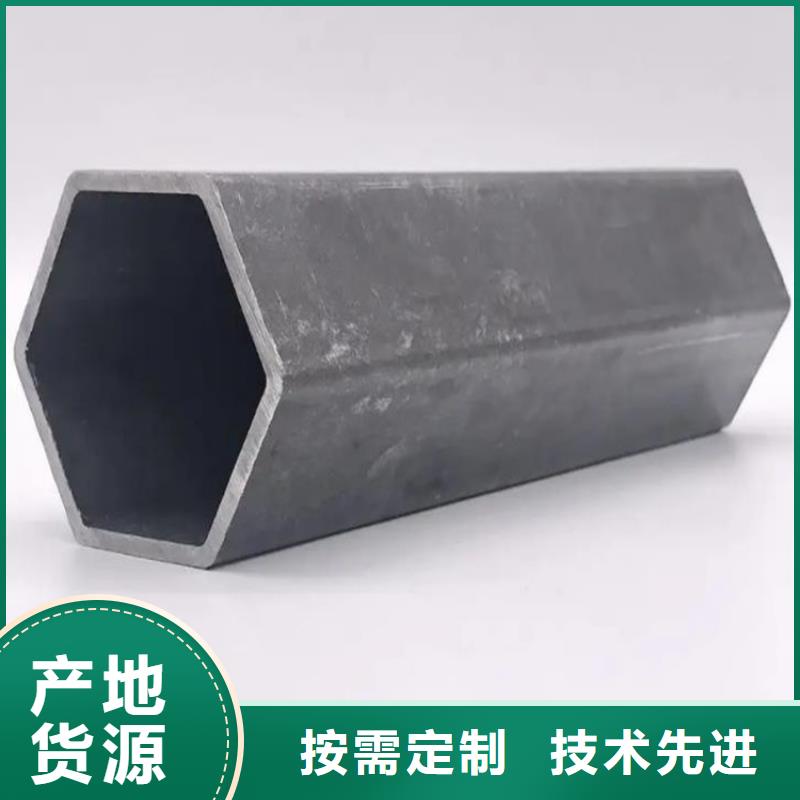
六角管的工艺流程基本上是钢材经过拉拔不仅可获得必要的规格尺寸同时由于加工硬化作用其力学性能也有所提高。六角钢的拉拔工艺流程为:原材料拉拔——退火——酸洗——挂灰——拉拔。必要时还可在拉拔后加校直工序。工艺参数这里主要介绍坯料直径即一次拉拔后六角钢拉拔前的圆钢直径。在液压机上直接压弯的工艺零件折弯后发现以下两方面的缺陷:一是零件偏移。因零件两端为夹角折弯压形时产生定位偏移使零件压形后在圆弧处小两端夹边处大的现象。二是零件两端尖处变形。在这里六角钢厂家,六角钢,临沂凤顺五金工具有限公司提出建议只要做到以下工艺就能够很好的解决上述问题:一是沿折弯浅割口。二是以边定位压弯。三是焊接割口焊缝打光。六角钢拉拔技术方面还是在实践中得来,只要经验多了,工艺技术自然就上去了。

![[台州]金帝钢管名片](http://ypmimg.sys00.com/UploadImg/3516/new_card.jpg "[台州]金帝钢管名片")